






































 Login
Login







































Products
Solutions
Applications



How much do you really know about screws? Here is a complete knowledge graph detailing everything from their evolutionary history and processing methods to the step-by-step manufacturing workflow.
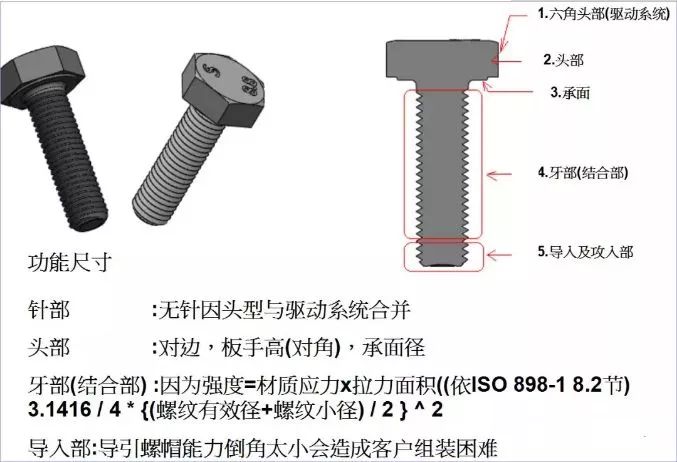
1.Distinctions Between Screws, Nuts, Bolts, and Studs:
Strictly speaking, "screw" and "nut cap" are colloquial terms. In standard terminology, any fastener with external threads is broadly referred to as a "screw." A Nut typically features a hexagonal shape with an internal thread, designed to mate with a bolt to clamp components together. (The term "nut cap" is a colloquialism; the standard term is simply "nut").A Bolt generally has a hexagonal head and a shank with external threads. A Screw (or machine screw) is usually smaller, featuring heads like flat or cross-recessed types, with external threads on the shank. A Stud (technically a double-ended stud) has external threads on both ends, usually with a smooth unthreaded shank in the middle. The longer threaded end is designed to engage with a tapped hole, while the shorter end connects with a nut.
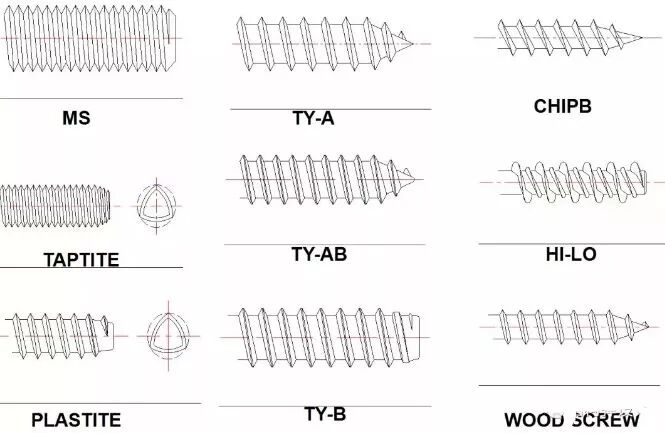
Machine Threads: Assembly requires pre-drilling and tapping a hole in the component. The internal thread matches the external thread specifications of the screw, allowing for assembly with lower torque.
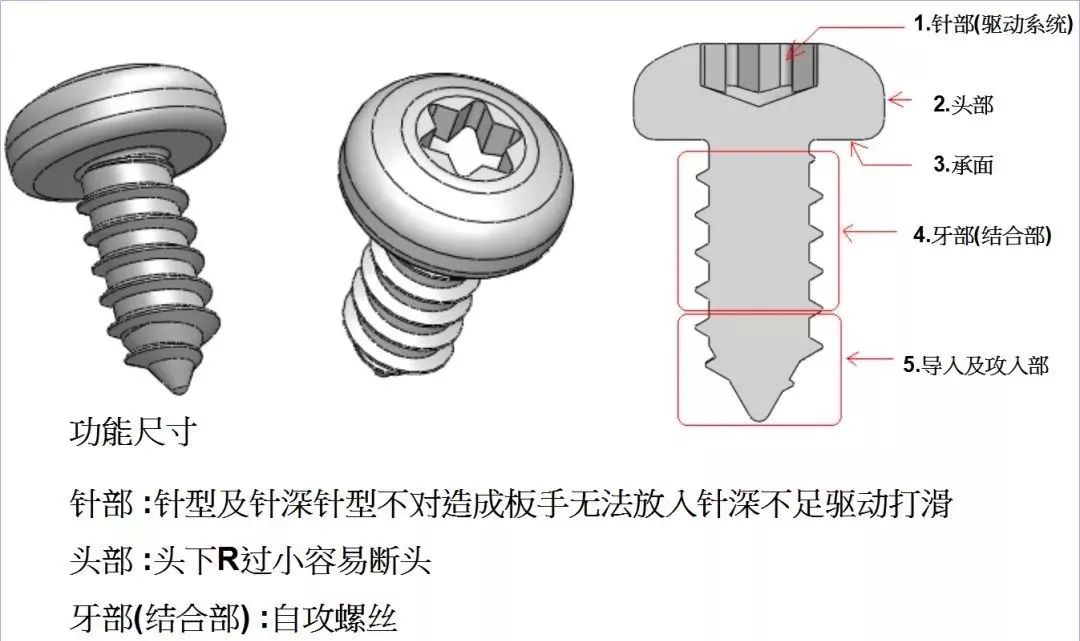
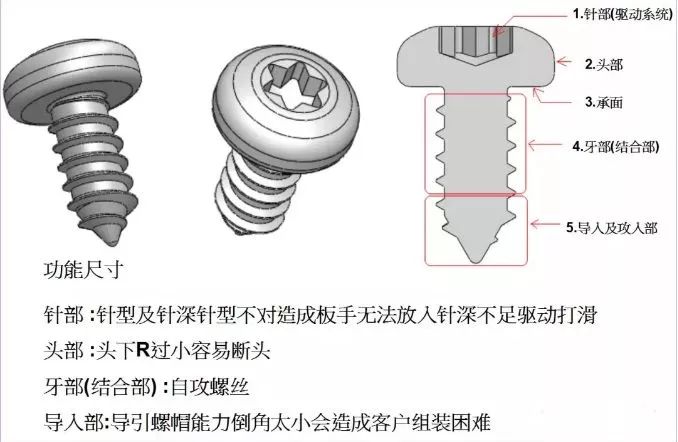
Self-Tapping Threads: Assembly requires only a pre-drilled hole without tapping. A significantly higher torque is applied during installation to form the mating threads.
Self-Drilling Threads: These can be driven directly into the material, performing drilling and tapping in a single operation.
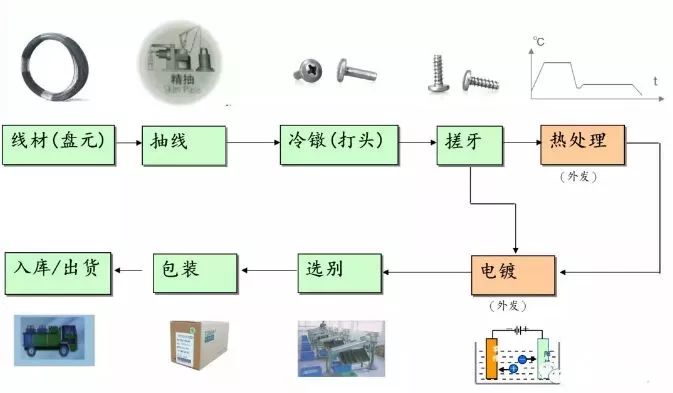
This refers to the raw wire coils purchased directly from material manufacturers. A standard wire coil typically includes the following specifications:
A. Manufacturer / Brand
B. Product Name
C. Specifications
D. Material Grade
E. Heat Number or Batch Number
F. Quantity or Weight
The primary chemical components of carbon steel wire rods include C, Mn, P, S, Si, Cu, and Al. Among these, lower content of Copper (Cu) and Aluminum (Al) is preferred for optimal quality.

To achieve the required wire diameter (e.g., drawing to 3.5mm).
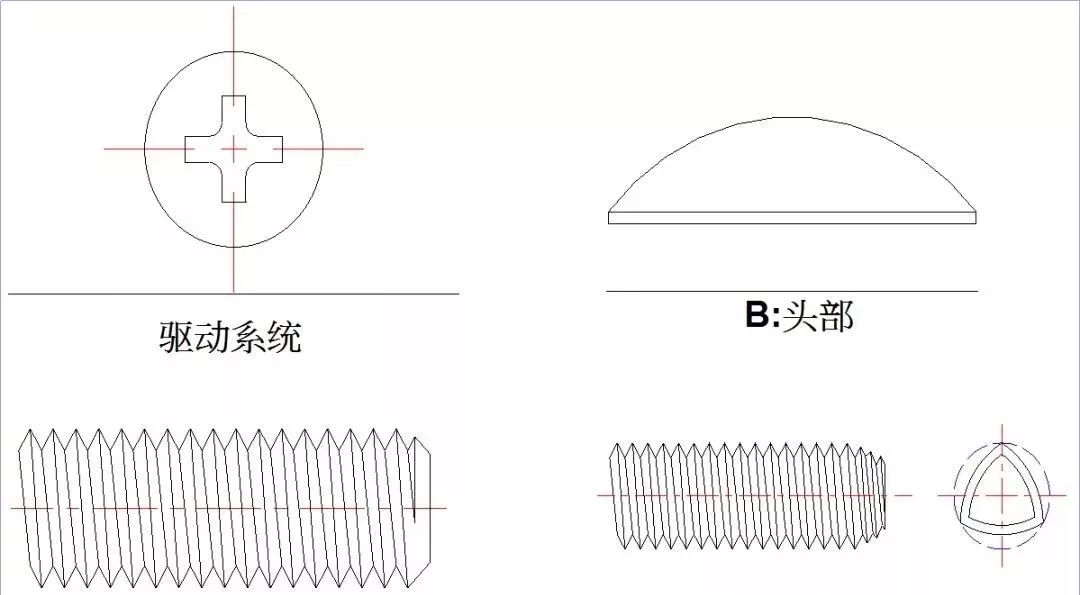
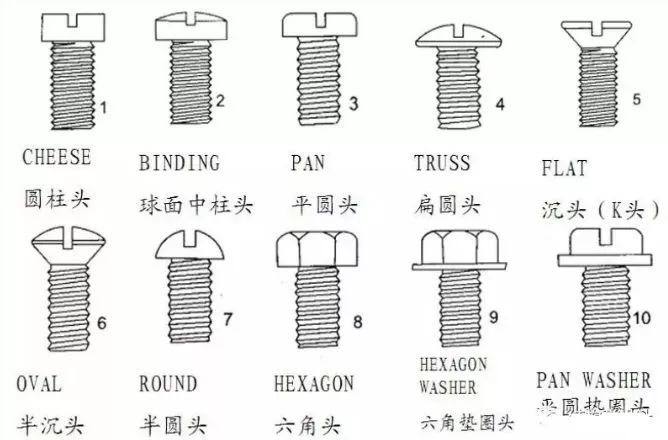
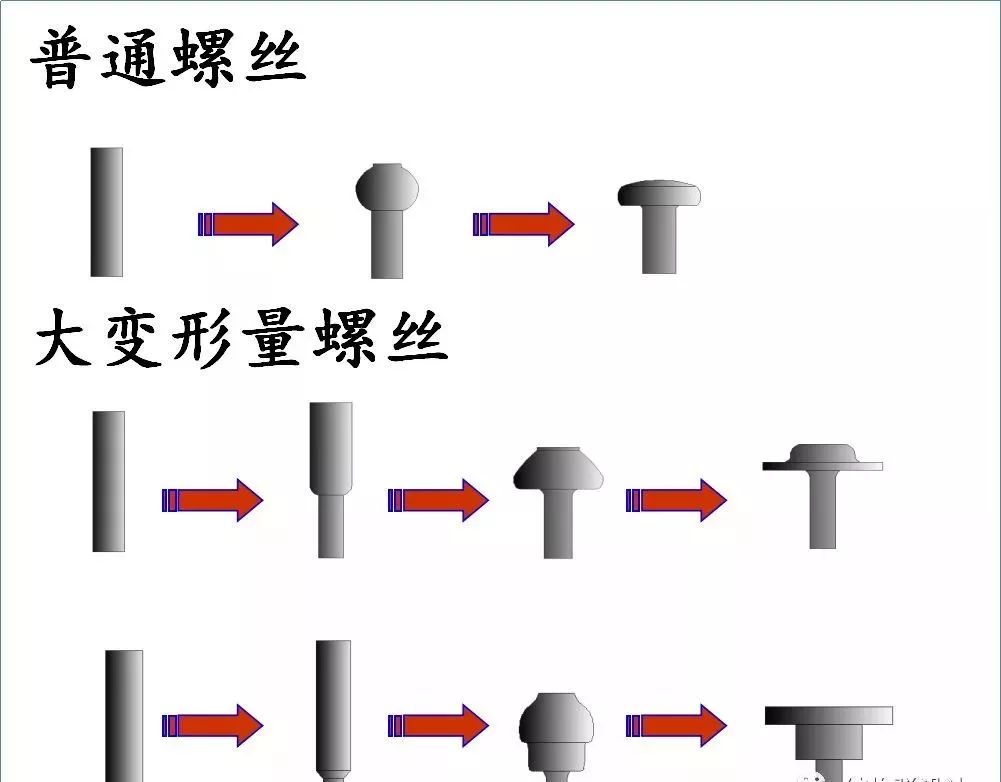
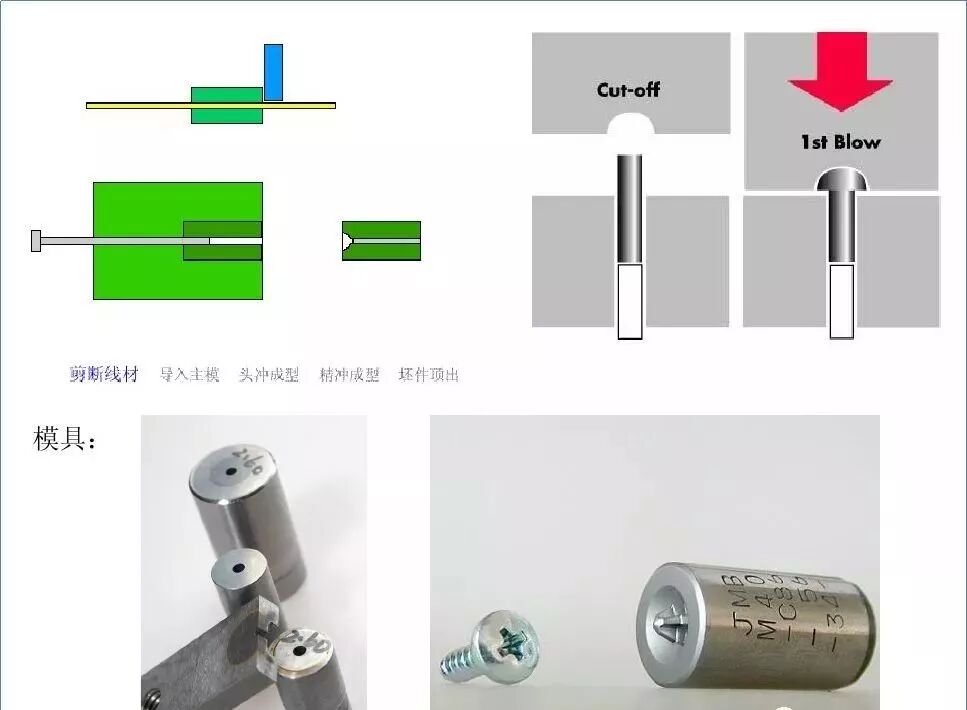
The material is formed through the interaction between molds. The wire is first cut and then upset into a screw blank, forming the head drive (such as a Phillips slot or other head types), thread blank diameter, shank length, underhead radius, etc.
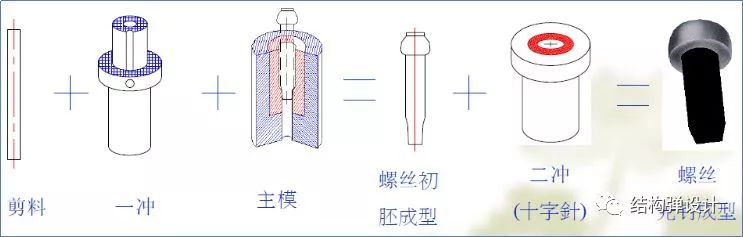
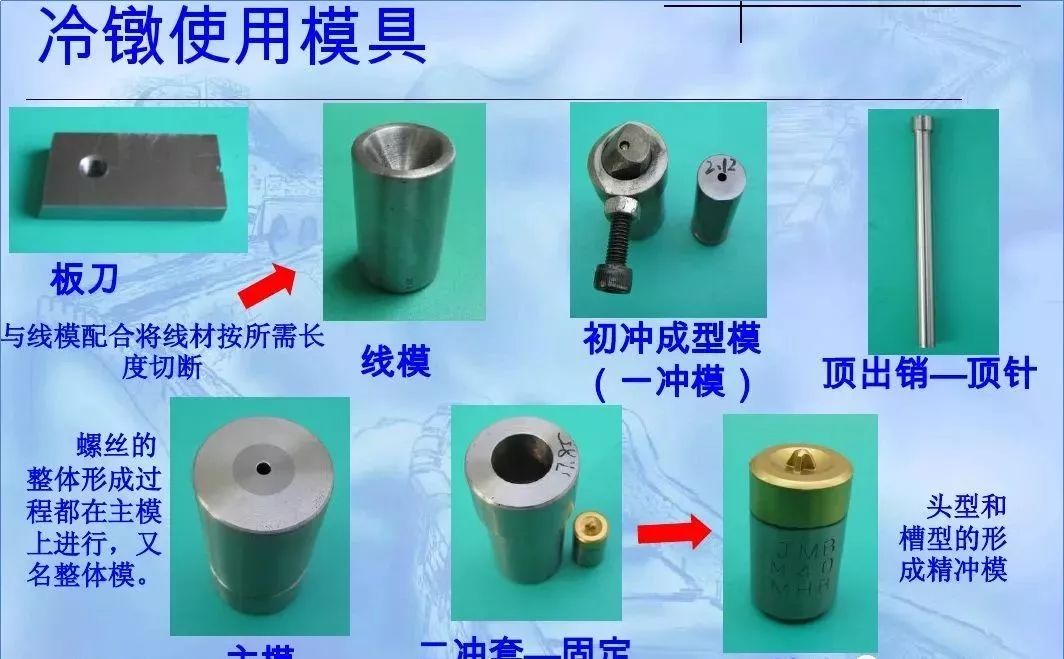
Note: Designs can be customized according to customer requirements. Common head types include P-head, B-head, F-head, and T-head. Standard drive types feature Phillips, Slotted, Torx, and Hex Socket.
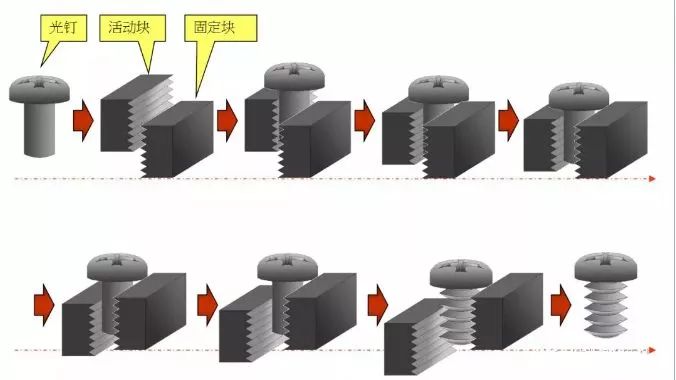
Changes Before and After Thread Rolling
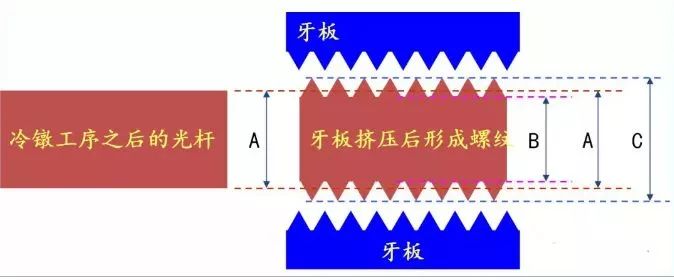
Thread Rolling Machine


1.Purpose: To achieve higher hardness and strength for screws after cold heading.
2.Function: Enables self-tapping fastening, and improves mechanical properties such as torsional resistance, tensile strength, and wear resistance.
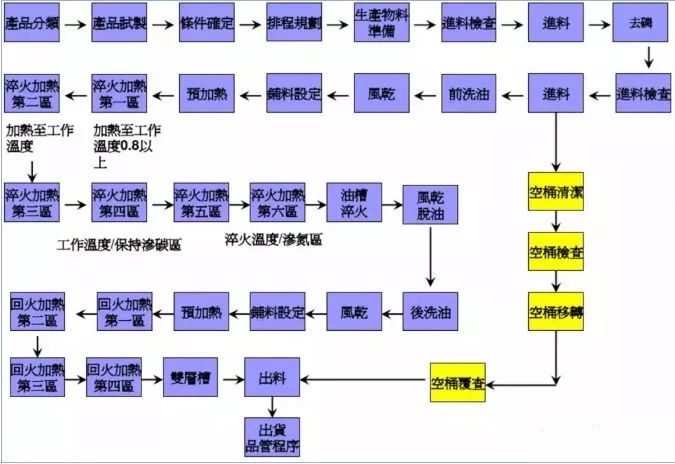
3.Classification:
A. Annealing: (700℃ x 4hr) Elongates the microstructure towards polygonization.
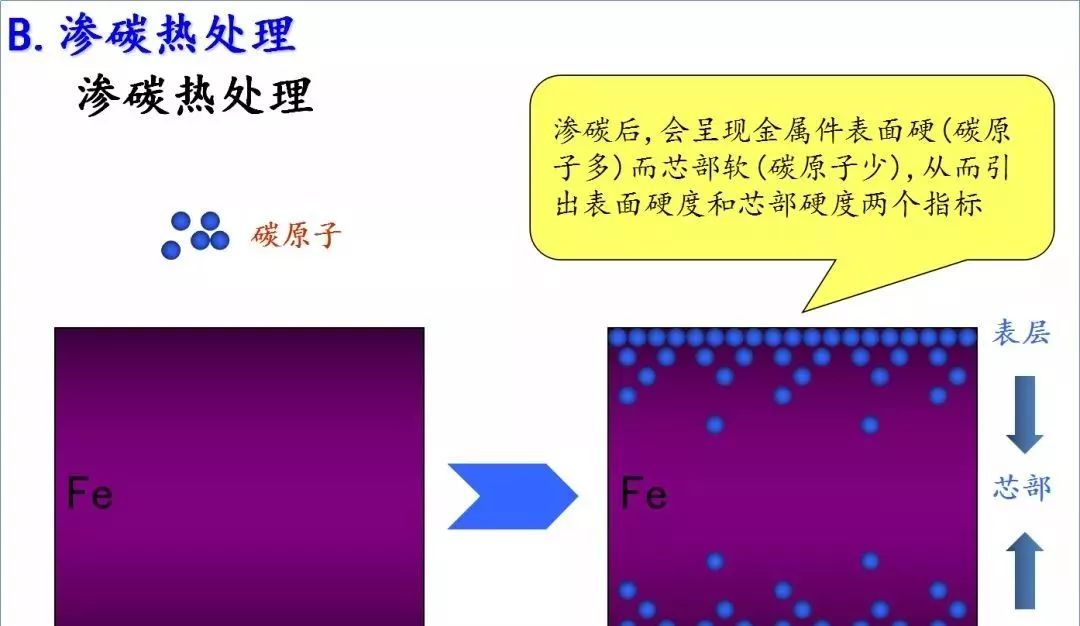
B.Carburizing Heat Treatment: Adds carbon elements to the metal components to increase surface hardness (specifically for low-carbon metals).
C.Quenching and Tempering: Alters the internal metal structure through temperature changes without adding elements, achieving superior mechanical properties.
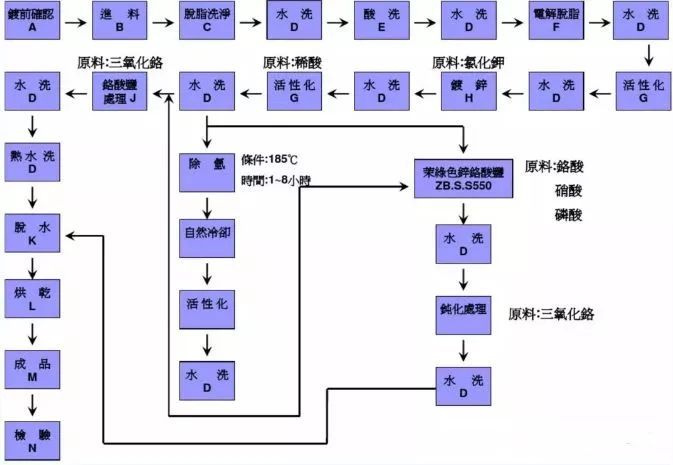
The surface of the product after electroplating can achieve the desired color effect as well as an anti-oxidation coating.
Professional consultant team online, ready to provide solutions for you
Contact NowProducts
Solutions
Applications
Contact
 Contact
Contact
 WeChat
WeChat
Contact: Manager Fan - Tel/WeChat: 135-6073-0094 Email: Flora.Fan@toprecision.com | Manager Ao - Tel/WeChat: 13560729614 Email: Olia.Ao@toprecision.com
Sales Director: Mr. Zhang - Tel: 13510369429 Email: xiaowei.zhang@zcjtech.com
© Copyright 2011 - 2026 Shenzhen Toprecision Precision Technology Co., Ltd. All Rights Reserved.
 粤ICP备2025493240号-1
粤ICP备2025493240号-1


Cutter Screws

Thread Inserts

Sealing Products

Riveting Products

Locking Products

Direct Assembly

SMT Components

Precision Screws

Screwdriver Bits









